? 數控沖床編程和操作,招聘測試試題(金方圓機床)
馬赫小編在遇到部分數控沖床編程和操作用戶的時候,他們偶爾問怎么樣做數控沖床編程和操作的招聘測試題,小編碰巧收到一份關于金方圓數控沖床的招聘測試題,分享給大家,權當拋磚引玉,給大家參考,大家可以根據實際情況來予以修改和調整。當然,檢測一個合格操作人員最好的方法就是實踐和操作!

- 我廠所用數控沖床名稱是____。(金方圓)型號為_____(VT-300)。
- 當大小孔靠近時,應該先沖__(大)孔。再沖__(小)孔。
- 加工__(前)應檢查坯料的規格和表面質量,清除鐵銹、泥砂等。
- 零件生產過程中,首件加工完成后,首先應該進行__(自檢),然后通知質檢專檢。
- 當發現零件加工不合格時,應該先__(標識),再__(隔離),然后通知質檢處理。
- 零件上的開孔、切缺未有專用模具時,應采用__(通用/普通)模具,通過__(多次)沖孔或沖缺,滿足圖紙要求。
- 每次換模時,應該細心高效,保證上下模具__(配套)使用。
- 每次沖裁時,應先檢查程序所用__(模具)與__(機床/機床轉塔)一致。如果不同,應該進行__(手動換模)。
- 機床運行過程中,操作人員應該站在__(機床加工范圍)以外。以確保人身安全。
- 我廠所用數控沖床所用氣壓為___(0.35Mpa)及其以上。
- 機床手動編程時坐標系分為_____(絕對)坐標系和___(相對)坐標系。
- 我廠所用數控沖床為__(32)工位。當沖壓2mm板材時,應選用__(0.35)mm間隙。
- 我廠所用數控沖床,程序結束用指令為__(M30)。程序號以__(O)開頭。
- 生產中發現__(機床)或__(模具)不正常時,應立即停機報檢。排除故障后方可繼續生產。
- 沖床是__(空氣壓力機)的俗稱。
- 我廠數控沖控一次定位可以加工的零件長度是__(1250)mm。通過重定位可以達到__(2500)mm。最大加工的寬度為___(1250)mm。
- T11號工位為__(A)類模具。
- 我廠數控沖床轉塔有__(2)個自轉工位,分別為T__(01)和T__(17)。
- 沖床沖裁時的一般原則是什么?(同時有圓孔,切缺等)(12分)
答:先中間,后外圍。先小孔,后大孔。當大小孔靠近時,先沖大孔,再沖小孔,以免變形)
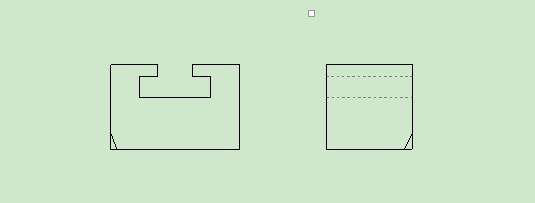
- 下列給出主視圖和左視圖,請畫出俯視圖。(包括所有線條,5分/每條)
 歡迎進入東莞市馬赫機械設備有限公司 官方網站!
歡迎進入東莞市馬赫機械設備有限公司 官方網站!











 掃一掃,微信
掃一掃,微信


