鈑金工件打磨拋光工藝作業(yè)指導(dǎo)書
1.目的
為保證打磨拋光工序得到有效控制,制定本打磨工藝作業(yè)指導(dǎo)書。
2.適用范圍
凡是上崗操作的所有打磨工上崗操作時都必須執(zhí)行本作業(yè)指導(dǎo)書。
3.通用打磨拋光工具準(zhǔn)備
3.1 角磨機:在該工具上可以根據(jù)需要安裝千葉片或著不銹鋼碗刷;安裝千葉片可以進(jìn)行焊接飛濺的打磨、
表面磕碰劃傷的打磨、焊縫余高的磨平及加工余高的打磨等工作;
安裝不銹鋼碗刷可以進(jìn)行長大焊縫的打磨,主要作用是去除焊接區(qū)域的氧化皮。打磨焊縫表面不得有裂紋、
焊瘤、燒穿、弧坑沙眼等缺陷。拋光后焊縫不得有表面氣孔、夾渣、弧坑、裂紋、電弧擦傷、打火等缺陷。
3.2直柄打磨機:在該工具上只可以安裝專用的不銹鋼碗刷;該工具只能進(jìn)行長大焊縫的焊前打磨工作,
與角磨機的主要區(qū)別在于該打磨機可以得到與長大焊縫一致的紋理。
3.3直磨機:在該工具上可以根據(jù)需要安裝旋轉(zhuǎn)銼、砂布輪等;安裝錐頭旋轉(zhuǎn)銼可以進(jìn)行焊縫接頭的打磨、
小空間內(nèi)缺陷的打磨、深度磕傷的過度打磨(1mm 以下深度)、狹窄空間的加工余高打磨、局部精細(xì)修磨等;
安裝砂布輪可以進(jìn)行角磨機無法完成的小空間打磨拋光、圓角區(qū)域拋光到等。
3.4刮刀:該工具可以進(jìn)行棱角、毛刺的去除、使工件拐角區(qū)域圓滑過度。
3.5風(fēng)槍
:該工具用于打磨后清理工件表面的鋁屑及灰塵;為了安全,禁止直接吹向人體。
3.6風(fēng)管:該工具用于風(fēng)源與風(fēng)動工具之間的連接;為了安全及節(jié)約能源,風(fēng)管有漏風(fēng)的情況應(yīng)及時關(guān)閉風(fēng)源,并請維修人員進(jìn)行維修。
3.7拋光機:用布輪把不銹鋼產(chǎn)品拋光成有光澤的表面或焊接部位打磨后拋光。拋光前需要把產(chǎn)品表面打砂處理,
不能顯亞光感覺,拋光后焊接表面不得有氣孔、夾渣、弧坑、裂紋、電弧擦傷、打火等缺陷。
3.8拉絲機:用拉絲輪把不銹鋼產(chǎn)品表面或焊接部位以XXX 目拉絲處理,拉絲后產(chǎn)品表面絲向方向一致,且粗細(xì)一致。不能存在明顯分層、發(fā)黑、發(fā)黃現(xiàn)象。
4.操作規(guī)程
4.1 操作前準(zhǔn)備工作
4.1.1 將機臺及作業(yè)場所清理干凈。
4.1.2 依據(jù)《派工單》要求的生產(chǎn)數(shù)量,準(zhǔn)備好待打磨拋光加工工件,并放置于方便作業(yè)的位置,準(zhǔn)備好加工完成品放置備用的托架。
4.1.3 檢查是否有螺絲松動、漏電,安全裝置、關(guān)機按鈕、事故急停裝置是否正常工作。
4.1.4 檢查磨光待加工工件是否已經(jīng)過品檢員檢驗并批準(zhǔn)放行的合格零部件。磨光前必須確保工件表面無其它雜物,
發(fā)現(xiàn)板件有裂縫,缺陷等應(yīng)先重新補焊后方可磨光。
4.1.5 按照所要加工的零部件的具體要求,選擇合適的砂輪。
4.1.6 戴好口罩及護(hù)目鏡,穿好工作服。
4.1.7 安裝并緊固砂輪,。
4.1.8 試機,并進(jìn)行調(diào)整。確保砂輪無抖動現(xiàn)象;
4.1.5 按照所要加工的零部件的具體要求,選擇合適的砂輪。
4.1.6 戴好口罩及護(hù)目鏡,穿好工作服。
4.1.7 安裝并緊固砂輪,。
4.1.8 試機,并進(jìn)行調(diào)整。確保砂輪無抖動現(xiàn)象;
4.1.9 進(jìn)行首件磨光,檢查是否符合磨光要求,并經(jīng)質(zhì)檢或主管確認(rèn)無誤,方可開始批量磨光作業(yè)。
4.2 操作規(guī)范
4.2.1 工作前,應(yīng)檢查砂輪有無損壞,防護(hù)裝置是否完好,通風(fēng)除塵裝置是否有效。
4.2.2 安裝砂輪時,必須核對砂輪允許的最高轉(zhuǎn)速是否與主軸轉(zhuǎn)速相適應(yīng)。
4.2.3 需打磨的產(chǎn)品應(yīng)放置平穩(wěn),小件需加以固定,以免在打磨過程中產(chǎn)品位移而導(dǎo)致加工缺陷。
4.2.4 正確使用打磨工具,及時檢查和更換磨損嚴(yán)重的砂輪片或拋光片。
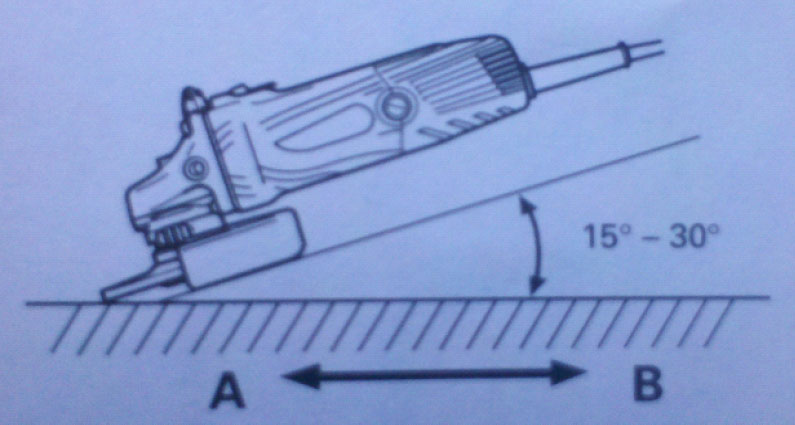
4.2.5 打磨時應(yīng)緊握打磨工具,砂輪片與工作面保持15-30°,循序漸進(jìn)(A→B),不得用力過猛而導(dǎo)致表面凹陷。
4.2.6 門板表面拋光作業(yè)時應(yīng)利用打磨工具自身重量。拋光片與加工表面平穩(wěn)結(jié)合,采用平移或圓周運動方式,不得中途加力和隨意變換角度。
4.2.7 在打磨過程中發(fā)現(xiàn)產(chǎn)品表面有氣孔,夾渣,裂紋等現(xiàn)象時應(yīng)及時通知電焊工補焊。
4.2.8 打磨結(jié)束后需進(jìn)行自檢,打磨區(qū)域應(yīng)無明顯的磨紋和凹陷,周邊無焊接飛濺物。產(chǎn)品應(yīng)歸類存放,堆放整齊有序,并做好保護(hù)措施。
5. 打磨拋光質(zhì)量
打磨后部件表面無凹凸不平現(xiàn)象,不允許出現(xiàn)毛刺或者凹孔、沙眼現(xiàn)象;打磨后整體表面需光滑,
不銹鋼產(chǎn)品表面或焊接部位以XX 目拉絲處理,拉絲后產(chǎn)品表面絲向方向一致,且粗細(xì)一致。不能存在明顯分層、發(fā)黑、發(fā)黃現(xiàn)象。
6.打磨拋光后的質(zhì)量檢驗
6.1 打磨拋光后整體尺寸是否符合產(chǎn)品尺寸要求。
6.2 打磨拋光后部件表面需光滑,無凹凸孔或者焊接不良處;
6.3 部件表面無明顯打磨拋光不均勻現(xiàn)象且整體表面一致;
7.安全技術(shù)
7.1 工作時必須戴好防護(hù)口罩(或防護(hù)面罩)及眼鏡。
7.2 工作前,應(yīng)檢查砂輪有無損壞,安全防護(hù)裝置是否完好,通風(fēng)除塵裝置是否有效。
7.3 安裝時,應(yīng)注意螺母的壓緊程度,應(yīng)壓緊到砂輪運動時不產(chǎn)生滑動為易,有多個壓緊螺絲釘時,應(yīng)按對角順序逐步均勻旋緊。
7.4 砂輪裝好后,必須將防護(hù)罩重新裝好,再進(jìn)行試轉(zhuǎn)。直的砂輪,應(yīng)空轉(zhuǎn)5 分鐘。砂輪轉(zhuǎn)動時,不允許有明顯震動。
7.5 打磨拋光時,應(yīng)先啟動吸塵裝置,握牢工件,用力不得過猛,不準(zhǔn)用杠桿推壓元件,嚴(yán)禁站在砂輪正面操作,以防砂輪破裂傷人。
7.6 不是專門用于端面磨削的砂輪,禁止用端面進(jìn)行打磨拋光。
7.7 使用手持電動砂輪機打磨拋光時,必須有牢固的防護(hù)罩和加設(shè)保護(hù)接零線,或配用漏電保護(hù)器,并遵守以下電動手砂輪安全操作規(guī)程。
7.8 兩人以上同時打磨拋光工作時,不準(zhǔn)同時在同一方向相對作業(yè),防止發(fā)生意外。
7.9 工件之凹凸處應(yīng)輕輕打磨拋光,不得用力過猛,不得磨工件之棱角,以防砂輪片破碎傷人。
7.10 工作完畢后,應(yīng)切斷電源,確認(rèn)砂輪停轉(zhuǎn)后,方可離開崗位。
8.通用打磨拋光方法
8.1焊前打磨
打磨范圍:全部焊縫兩側(cè)各15-50mm。
操作方法:打磨長大焊縫時用安裝了不銹鋼碗刷的角磨機或者直柄打磨機沿焊縫方向進(jìn)行打磨;
對于需要激光跟蹤自動焊的焊縫只能用直柄打磨機進(jìn)行打磨;
在相對焊接附件較大的工件表面焊接附件時使用千葉片對焊接表面進(jìn)行打磨或在焊接成型前產(chǎn)品需要去毛刺處理的產(chǎn)品進(jìn)行打磨拋光處理。
技術(shù)要求:打磨出金屬光澤、保證焊接區(qū)域沒有氧化膜、打磨紋路與焊縫方向平行且均勻、打磨深度不超過0.2mm。
8.2焊縫余高的打磨
打磨范圍:焊縫兩側(cè)各25-50mm 的區(qū)域。
操作方法:角磨機工作時要與被打磨面平行,使焊縫余高被去除;當(dāng)焊縫有凹陷時以不傷母材為標(biāo)準(zhǔn),
嚴(yán)禁用千葉片端部斜鏟被打磨面。
技術(shù)要求:被打磨表面要求平滑;不傷母材,以母材的被去除量不超過0.2mm 為標(biāo)準(zhǔn);被打磨部分表
面紋路要求一致,沿焊縫方向,嚴(yán)禁無規(guī)律打磨。
8.3去除表面劃傷
打磨范圍:取矩形框,覆蓋劃傷區(qū)域。
操作方法:使用打磨工具沿一定的方向打磨,不超過矩形框。
技術(shù)要求:被打磨表面要求平滑;不傷母材,以母材的被去除量不超過0.2mm 為標(biāo)準(zhǔn);被打磨部分表
面紋路要求一致,大部件及烤爐本體橫向拉絲向、小件沿拉絲方向且保持一致;嚴(yán)禁無規(guī)律打磨。
8.4加工余高的打磨
打磨范圍:加工余高兩側(cè)各40-50mm。
操作方法:沿被加工的立筋方向進(jìn)行打磨,角磨機能夠使用的空間內(nèi)用角磨機進(jìn)行打磨;
角磨機無法使用的空間使用直磨機進(jìn)行打磨;方法與焊縫余高的打磨相同。
技術(shù)要求:被打磨表面要求平滑;不傷母材,以母材的被去除量不超過0.2mm 為標(biāo)準(zhǔn);被打磨部分表面紋路要求一致。
8.5使用砂布輪進(jìn)行拋光
打磨范圍:對過線孔等小空間的棱角進(jìn)行拋光或部分零件有拋光要求的進(jìn)行拋光處理。
操作方法:使用安裝了砂布輪的直磨機對棱角進(jìn)行打磨拋光。
技術(shù)要求:被打磨表面要求平滑,以目測符合圖紙標(biāo)注要求,觸摸感覺沒有尖銳的棱角為標(biāo)準(zhǔn);
不傷母材,以母材的被去除量不超過0.2mm 為標(biāo)準(zhǔn)。
8.6使用拉絲機進(jìn)行拉絲處理
拉絲范圍:對零件在焊接加工后打磨表面或刮花面進(jìn)行拉絲處理。
操作方法:使用拉絲機對打磨表面或刮花表面進(jìn)行拉絲處理使工件表面絲向一致且光澤紋路一致。
技術(shù)要求:拉絲表面要求平滑并光澤紋路一致,以目測符合圖紙標(biāo)注要求,觸摸感覺粗糙刮手為標(biāo)準(zhǔn);
不傷母材,整體紋路、絲紋方向、色澤均勻、粗細(xì)一致為標(biāo)準(zhǔn)。
8.7焊縫接頭的打磨
打磨范圍:對焊縫接頭及段焊起弧點收狐點使用直磨機進(jìn)行打磨。
操作方法:使用安裝了旋轉(zhuǎn)銼的直磨機對焊縫接頭及段焊起弧點收狐點進(jìn)行打磨。
技術(shù)要求:焊縫接頭的打磨要求外形與焊縫余高一致;段狐起弧點收狐點的打磨要求在去除焊接缺陷的情況下表面沒有尖銳的棱角;
不傷母材,以母材的被去除量不超過0.2mm 為標(biāo)準(zhǔn)。
 歡迎進(jìn)入東莞市馬赫機械設(shè)備有限公司 官方網(wǎng)站!
歡迎進(jìn)入東莞市馬赫機械設(shè)備有限公司 官方網(wǎng)站!











 掃一掃,微信
掃一掃,微信


