① 嚴格按照折彎模具所界定的壓力范圍內(nèi)使用
馬赫機械設(shè)備所生產(chǎn)的折彎模具是采用優(yōu)質(zhì)鋼材經(jīng)特殊熱處理制作而成,具有硬度高,不易磨損,承受壓力大等特點,但每套模具都有他承受的極限壓力NX噸/米,所以在使用模具時要正確選用模具的長度,即每米要加多少壓力,絕不能超過模具所標注的壓力。
② 在折彎模具對原點的時候:嚴禁用分割小模對刀!
為了不損壞馬赫數(shù)控折彎模具,我們規(guī)定了在對原點時,一定要用300mm以上長度的上下模進行對原點.對好原點后才可以使用相同高度的上模、下模。嚴禁使用分割小模進行對原點,而且對原點一定要按折彎機器內(nèi)部的原點壓力為標準。
③ 在折彎模具的使用過程中:一臺機器的上上模具或下模高度需要保持一致!
在使用模具時,由于各種模具的高度不一致,所以在一臺機器上選用模具時只能用同樣高度的模具,不能用不同高度的模具。
④ 在折彎模具的使用過程中:應該靈活的選擇合適的上、下模具
在使用模具時,要根據(jù)金屬板料的材質(zhì)硬度、厚度、長度來選用合適的上、下模,一般按5~6T的標準使用下模,長度要比板料長一些,當材質(zhì)越硬、厚度越大的料,應用槽較寬一點的下模。
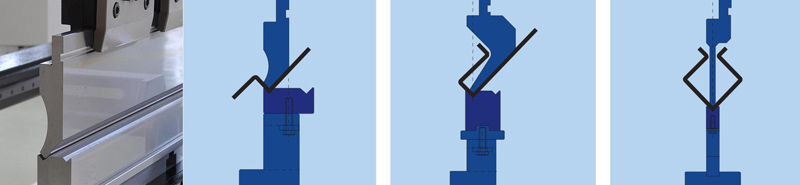
⑤ 在折彎模具的使用過程中:注意折彎工序。
在折彎銳角或壓死角時,應選用30度上,先折銳角、后壓死邊。在折彎R角時,應選用R上模和R下模進行。
⑥ 在折彎模具的使用過程中:分段和單條折彎模具的使用
在折彎較長的工件時,最好不要用分段模具,減少接刀壓痕,而且最好選用單槽的,因為單槽的下模V槽外角R大,不易產(chǎn)生折彎壓痕。
⑦ 在折彎模具的使用過程中:分段和單條折彎模具的使用
在選用上模時,具體要使用哪一種上模,我們應對所有模具的參數(shù)進行了解,然后根據(jù)所需要成形的產(chǎn)品形狀,來決定用什么上模。 在折彎硬度特硬或板料太厚的產(chǎn)品時,不準用模具來折彎鋼筋或其他圓柱體的產(chǎn)品。
⑧ 折彎模具使用重要的安全提示/保養(yǎng)
在使用模具時,應頭腦清晰,在機器對完原點后應鎖住上、下模,不要讓模具掉下來,傷人或傷模具,操作過程中,加壓要注意,不可一下加太大壓力,注意屏幕顯示數(shù)據(jù)變化。折彎模具使用重要的保養(yǎng)用完模具要及時放回模具架上,并按標識放好,經(jīng)常清掃模具上的灰塵,并涂上防銹油,以免生銹,降低模具精度。
Mahoo™折彎模具采用的國際通用材料42CrMo和先進的加工工藝;所有關(guān)鍵部位的尺寸均能達到±0.02MM的水平,致力于為客戶提供最佳的折彎加工。
我們的優(yōu)勢:
高精度:馬赫所有的模具刃口采用一次性磨削成型,這樣就能保證同一型號的模具角度、R角的高度一致;不論后續(xù)何時購買,都能保證同一拼裝精度(磨損情況除外)
標準化:馬赫模具標準保持與國內(nèi)外一致,可以與其它廠家進行簡單的拼裝;標準化的分割能高效的折彎任意的角度、標準化的作業(yè)減少了工時的損耗、提升了效率。
耐磨性:馬赫所有的模具整條均通過淬火和精磨,拒絕局部的淬火,提高了模具的整體穩(wěn)定性、耐磨性和折彎模具應有的韌性。
專業(yè)性:我們逐步的提供我們員工的銷售素質(zhì)和能力,每月必須返廠予以學習,有專門的RG系列的折彎機供銷售人員學習和理解,以便更好的服務與客戶,我們提供基于客戶產(chǎn)品的一體化模具解決方案
 歡迎進入東莞市馬赫機械設(shè)備有限公司 官方網(wǎng)站!
歡迎進入東莞市馬赫機械設(shè)備有限公司 官方網(wǎng)站!











 掃一掃,微信
掃一掃,微信


